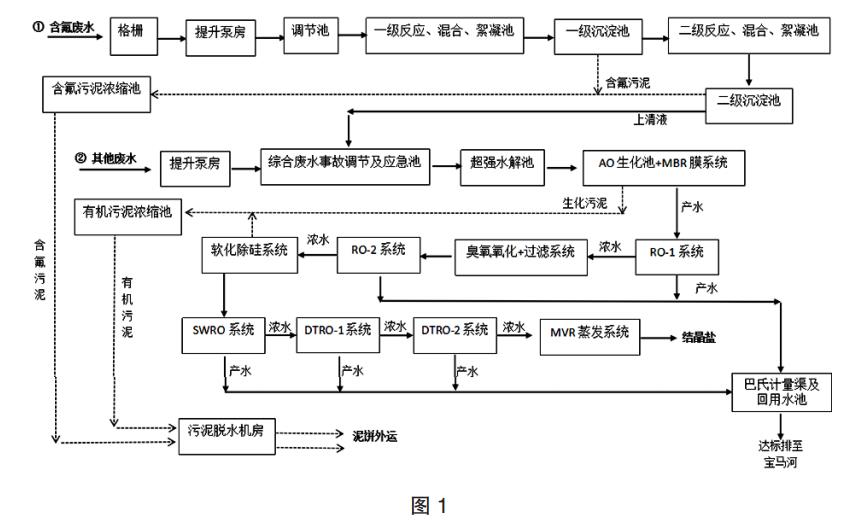
常規(guī)工業(yè)污水處理反滲透水處理方法
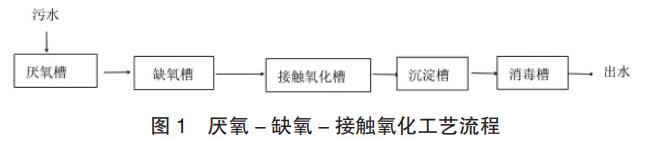
農(nóng)村污水處理技術(shù)分析
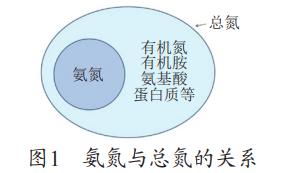
污水中氨氮高于總氮是什么原因
循環(huán)水水垢清理方法
全國服務(wù)熱線
027-59205017
手 機:13247187750(微信)
地 址:湖北省武漢市洪山區(qū)華中城
Copyright ? 2002-2024 武漢容潔化工有限公司 版權(quán)所有 備案號:鄂ICP備2021013727號-1
點擊發(fā)消息
13247187750

")